- 山东智燃工程技术有限公司
- 15753183993
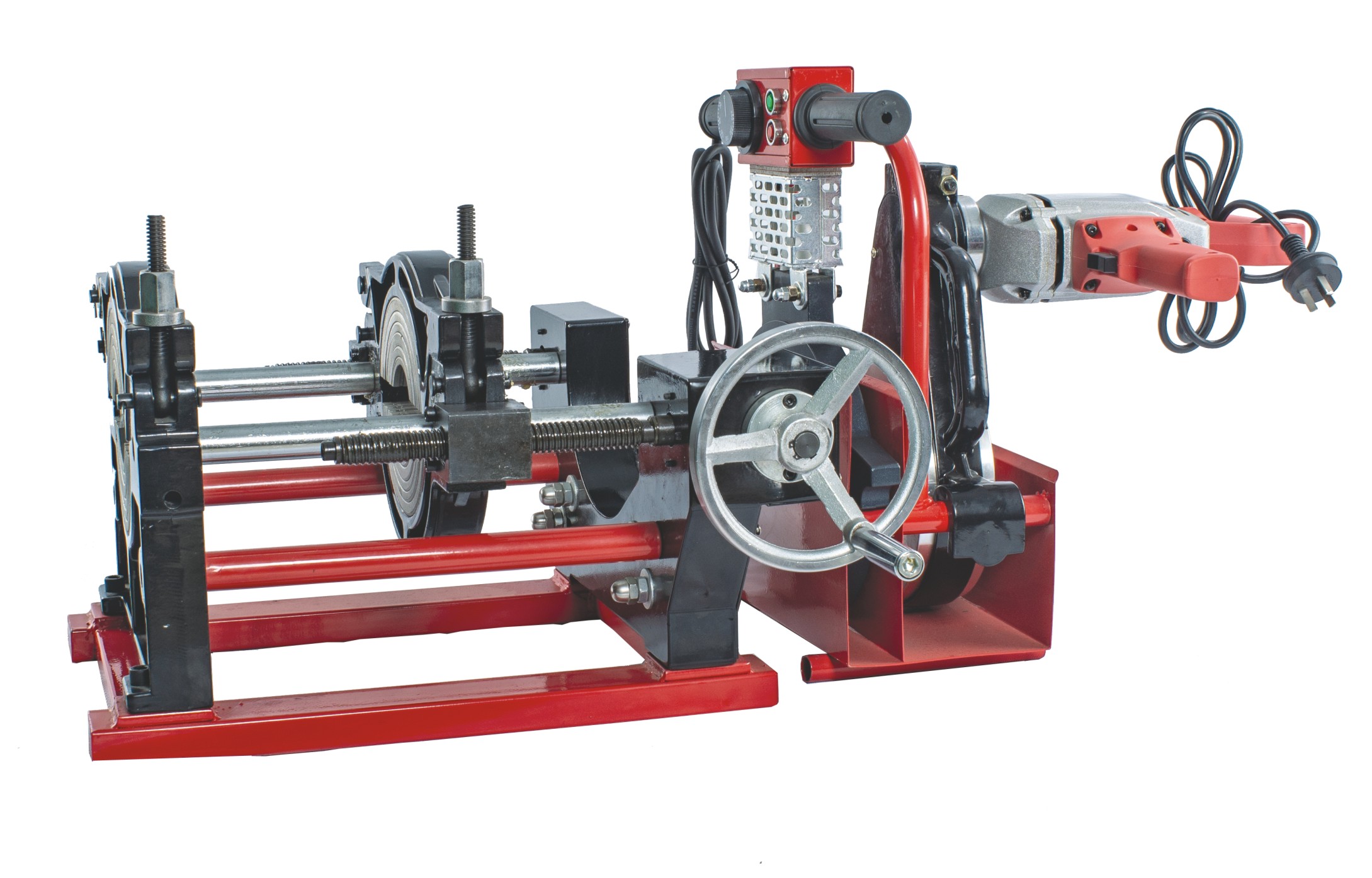
问:pe管热熔焊机可以用电熔管件吗
答:不能
——尽可能削减拖动阻力
——在对接焊机上夹紧管材或管件的插口端
——查看对接焊机是否与管材直径和规则的对接周期匹配
——移动可动夹具,将管材端部靠在铣刀上刨平。接近压力应满足以使铣刀两侧能发生安稳的薄片。当管材端面或管件端面平坦并相互平行时,刨平作业就算完成了
——下降压力,坚持铣刀滚动以防止管材和管件起毛刺。向后移动夹具并移走铣刀
——使对接焊机上的管材或管件相互触摸并查看对其状况。管材或管件的插口端应尽可能对齐,不越衔接程序中规则的大偏移量即管材壁厚的10%,缺乏1mm的按1mm计。
——丈量因为对接焊机的摩擦损失和向前移动可动夹具的拖动阻力所发生的额外阻力,并将这个压力加到要求的对接焊压力上
——如果有必要,清洁焊接外表和加热东西。加热东西上的聚乙烯残留物使用木质刮刀刮掉;
——查看加热东西焊接外表涂层是否完好并没有划伤;
——将加热东西放在管材端面之间,使对接焊机上的管材接近加热东西并施加必定的压力(包括丈量的额外压力),直到熔化翻边到达规则的宽度;
——下降压力,使管材端面和加热东西之间刚好坚持触摸;
——到达吸热时刻后,向后移动对接焊机可动夹具并移走加热东西。快速查看加热后的管材端部,确定在移动加热东西进程中是否损害熔融的端面,然后再次移动对接焊机可动夹具,使管材端面触摸。这个松开和接近的时刻应在衔接程序规则的长时刻之内
——在整个对接进程和随后的冷却进程中,对接焊机应坚持必定压力(应注重重视冷却进程,冷却好坏直接影响产品质量)。
——到达对接焊和冷却时刻后,卸去对接焊机的压力,使压力为零。
热熔焊时应特别注意卷边、压力和焊接时刻的操控,严厉依照规则的参数操作。合格的焊口应有两翻边,焊道翻边卷到管外圆周上,两翻边的形状、巨细均匀共同,无气孔、鼓泡和裂纹,两翻边之间的缝隙的根部不低于所焊管子的外表。





